PRODUÇĂO DE LAMINADO
30-03-2016
O módulo de produção de laminado é utilizado para fazer laminação apenas de chapas, o processo para peças laminadas continua da mesma forma (mesma lógica de fabricação de vidro cortado comum). O objetivo desse módulo é controlar toda a produção de chapas laminadas, estoque, reserva, tudo que tem pra produzir diariamente, semanalmente ou mensalmente. Geralmente a venda de laminado é feita pra entregar parcialmente, durante vários meses.
Um pedido de venda pode gerar várias requisições de produções, a requisição pode gerar vários agendamentos, um agendamento pode gerar vários pré-fechamentos, que gera vários fechamentos. De um item de venda, podemos ter mais 4 movimentos que vai se ramificando, a seguir será detalhado cada um deles.
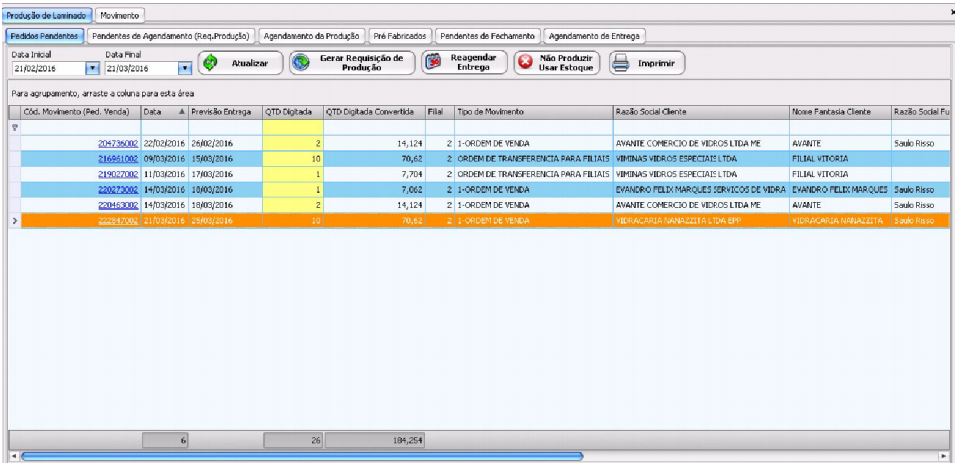
Na primeira aba (imagem acima) é possível visualizar todos os pedidos de venda, a partir dele podem ser geradas várias requisições de produções, ou caso for produzir todas de uma só vez, gerar apenas uma.
A partir do pedido de venda, quando for gerar a requisição de produção, o sistema pergunta quantas chapas será produzida por mês. Por exemplo, existe um pedido de venda de 1000 chapas, se gerar a requisição de produção de todas elas de uma só vez, o sistema já vai reservar 1000 chapas, então é necessário quebrar o pedido de venda em várias requisições de produção, pra que consiga ir liberando aos poucos. No caso, se essas 1000 chapas, só vai produzir 100 por mês, então o ideal é gerar 10 requisições de produções, uma para cada mês e ir liberando aos poucos. Essa quebra pode ser feita por semana também. Caso for produzir 10 por semana, então basta gerar 4 requisições, uma para cada semana. No exemplo abaixo, ao clicar em “Gerar requisição de produção”, o sistema pergunta a quantidade de meses:
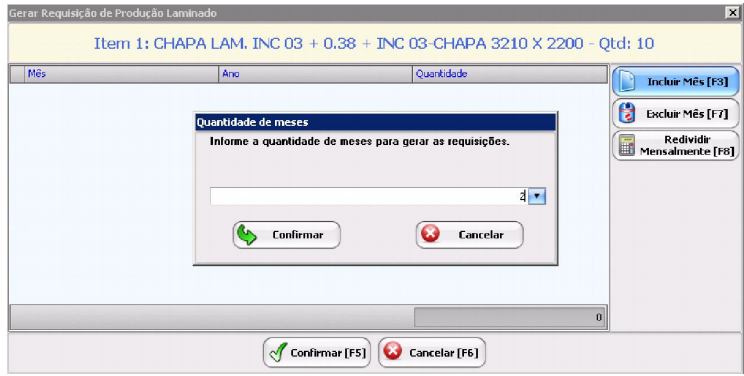
Como no pedido de venda existiam 10 chapas e informei que seriam produzidas em 2 meses, já ficou 5 pra cada mês automaticamente:

Quando é vendido chapa laminada e já tem ela em estoque, não precisa produzir, basta clicar em "Não produzir, usar estoque" (localizado na aba “Pedidos Pendentes”), ao clicar, o pedido já some da tela, pois não vai produzir e já está autorizada a prosseguir, se quiser emitir a nota fiscal já está liberado, pois vai utilizar o que tem em estoque. Mas nesses casos, ou produz tudo ou usa tudo do estoque, no sistema ainda não temos como produzir uma parte e usar outra do estoque.
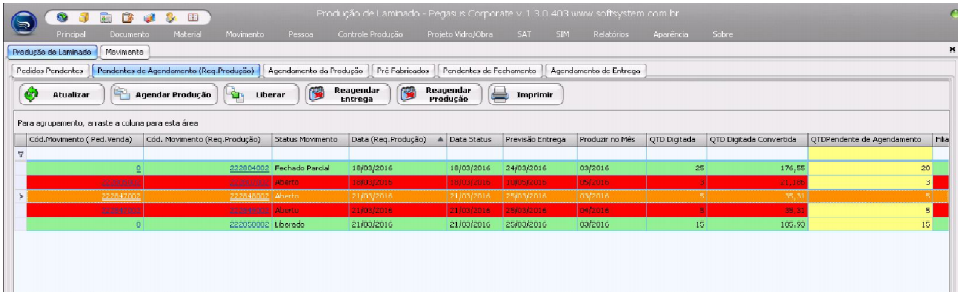
Ao gerar as requisições de produções, elas caem na aba de “Pendentes de Agendamento (Req. Produção)” no status aberto, e vai sendo liberada a medida que quiser, no momento que é liberado é que as chapas são reservadas para que não vá sugando todo o estoque liberando uma requisição muito grande.
Resumindo, temos um pedido de venda que gera requisição de produção, e divido ela em várias para que consiga reservar por etapa, para que não reserve 1000 chapas de uma vez. Segue abaixo a tela que mostra todas as requisições de produções:
As chapas laminadas têm que ser do tipo "Industrializado Pronta Entrega", ou seja, como é vendido a própria chapa, será produzida ela própria. Sendo assim, na requisição de produção vai estar o mesmo material que está no movimento de venda ou transferência.
No caso de venda de chapa beneficiada, é a mesma chapa, só que cortada. O que está no pedido é o cortado, e o que vai ser gerado na requisição de produção é a chapa (matéria prima).
Então seguindo com o processo, a partir do pedido de venda foi gerado várias requisições de produções, basicamente ainda não foi definido nada do que será produzido diariamente, até agora só foi definido que será produzido em tal mês e as quantidades.
No tipo de movimento de requisição de produção deve-se criar uma regra que movimenta reserva, o movimento é gerado no status aberto, e ao passar para o status liberado é reservado a matéria prima (chapas).
O movimento de requisição de produção é primario, mas é gerado a partir do pedido de venda que gera uma requisição isolada dele, comparando é a mesma lógica da função "produzir em outra filial" que gera uma requisição para produzir em outra filial que tambem é um movimento primario que fica vinculado ao primario da venda.
A aba de requisição de produção é basicamente uma agenda mensal, onde é possível controlar bloqueio de estoque pelo status do movimento, e só aparece o que está pendente de agendamento.
O botão "reagendar produção" na tela de requisição de produção é para informar apenas o mês que será produzido, não o dia. Já na aba de agendamento que é reagendado o dia.
E depois de reagendado o dia, na tela do ponto físico da carregadora (sala de colagem), o ponto já vai abrir mostrando todas as peças que tem pra produzir naquele dia específico.
O botão "Reagendar entrega" é para reagendar a data de previsão de entrega que o vendedor informou no pedido.
Com as requisições de produções liberadas, já é possível gerar os agendamentos. Informando que dia que será feito a produção e o turno que vai produzir, depois de confirmado é gerado o agendamento, e pode ser gerado parcial, cada requisição pode gerar vários agendamentos. E se gerar só uma parte, a requisição de produção fica no status fechado parcial e continua mostrando na tela de requisição de produção até ser fechada completamente. A aba de agendamento mostra o que tem agendado para cada dia e a data da produção.
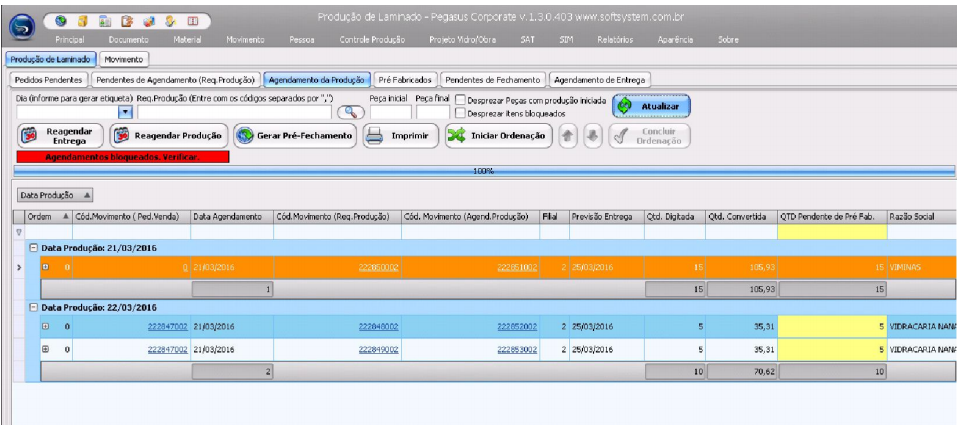
Caso necessário, pode-se reagendar o dia da produção, clicando no botão “Reagendar Produção”:
Na aba de pedidos pendentes, só mostra pedido de venda que vem de cliente, caso a empresa queira poderá fazer diretamente a requisição de produção para suprir estoque, da mesma forma que é feito requisição de produção de box.
O agendamento é feito por dia, caso seja encerrado um agendamento, no tipo de movimento deve estar configurado pra voltar a reserva, pois a baixa da reserva é dado na calandra e como não chegou lá ainda, tem que dar baixa. Nessa tela de agendamento de produção é possível ver a composição das chapas, mostra todas as matérias primas, assim facilita o carregamento. E sempre fica agrupado por dia, mostrando tudo que foi agendado por dia.
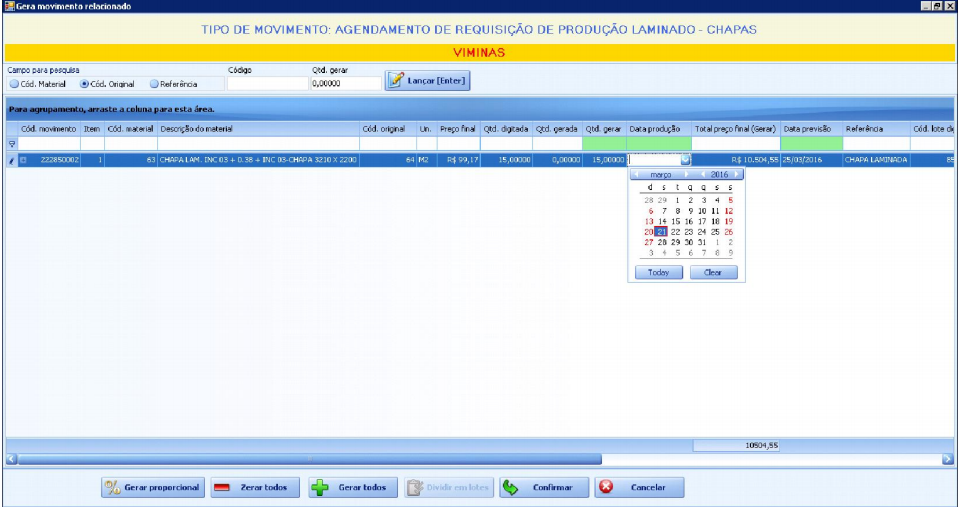
Ao gerar o movimento de agendamento, deve-se informar o dia da produção e a quantidade que será produzida, conforme mostra a imagem abaixo:
Quando o usuário não faz tudo o que tem que fazer no dia, o sistema já coloca para o dia seguinte automaticamente. Então caso não produza hoje, amanhã já vai aparecer na tela do ponto fisico.
Sendo que tudo que está para produzir hoje, já vai aparecer na carregadora e na sala de colagem, o ponto físico já abre carregado com o que o usuário tem que fazer hoje. É o inverso dos outros pontos físicos que geralmente a pessoa bipa o que está fazendo, agora o ponto é que informa o que o usuário tem que fazer e na ordem que ele tem que fazer.
Para deixar na ordem correta, basta iniciar a ordenação e começar a subir ou descer pedidos de acordo com a ordem desejada. O bom é que mostra a composição da chapa, então fica mais fácil ordenar.
A partir dessa tela é possível imprimir as etiquetas que serão coladas na chapa e a programação diária que deve refletir o que tem para ser carregado no dia.
Quando gerar o agendamento, ele pode cair bloqueado quando não tem estoque de matéria prima, sendo assim o usuário tem que liberar manualmente. Na requisição de produção quando vai gerar o agendamento, apesar de já ter sido feito a reserva, na teoria já deveria ter o material, mas se não tiver o movimento fica bloqueado.
Pré Fabricados:
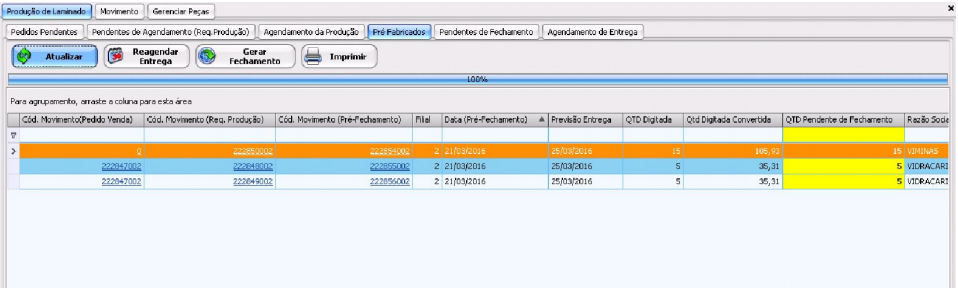
A aba de itens pré fabricados mostra tudo que passou na calandra, que é aonde o vidro é colado. O pré fechamento deve ser feito na calandra, na teoria deveria ser feito antes de fechar na sala de colagem, que é o que identifica que o que passou até ali naquele momento já deve ser baixado do estoque de chaparia, porque ela já está pré-laminada. E caso for contar o estoque no dia seguinte, essas chapas não devem mais constar no estoque. Então o pré fechamento deve baixar a chapa do estoque, mas não jogar como chapa laminada ainda, pelo fato dela não está totalmente concluída.
Porém, com o custeio ativado, isso já é automatizado, pois quando a chapa é bipada na calandra, o sistema ja faz isso, já baixa o estoque. Daí a função desse tipo de movimento seria apenas pra baixar a reserva (reserva que foi feita no momento que liberou a requisição de produção). Sendo assim, caso a empresa esteja com o custeio ativado e não trabalhe com reserva, nem necessitaria desse tipo de movimento.
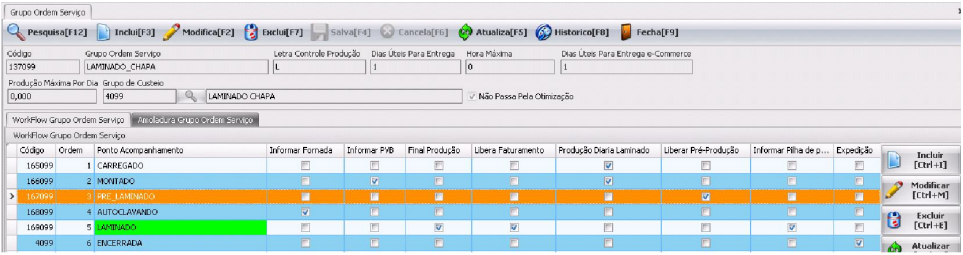
Na configuração do grupo ordem de serviço, o ponto da calandra deve estar marcado que "libera pré-produção", pois o ponto físico da calandra indica que quando bipou nesse ponto já pode gerar o movimento de pré-fechamento, pois a chapa está pré-laminada:
Ao gerar o pré-fechamento, o movimento some da tela anterior e já gera automaticamente da quantidade que está pre-fabricada, o sistema verifica através da flag "libera pré produção", das peças que já passaram por esse ponto e estão pré-prontas.
Fechamento:
O movimento de fechamento deve ser feito para dar entrada no estoque do produto acabado e baixar a matéria prima. Porém quando a chapa é bipada na calandra, o sistema já faz isso automático. Então o movimento de fechamento é mais utilizado quando o custeio não está ativado. Nesse momento já não existe mais reserva, pois a reserva já foi baixada quando foi feito o pré-fechamento.
Então resumindo, se o custeio estiver ativado nao é necessário fazer esse fechamento, mas lembrando que é bom fazer para o movimento sumir do grid.
Concluindo, quando a chapa é bipada na calandra, é baixada a matéria prima e dado entrada em “produtos em produção”. E no momento em que a chapa é bipada na saída da auto clave, é retirado de “produtos em produção” e dado entrada em “Produtos acabados”. Para empresas com custeio ativado, o “gerar fechamento” não precisaria mais hoje.
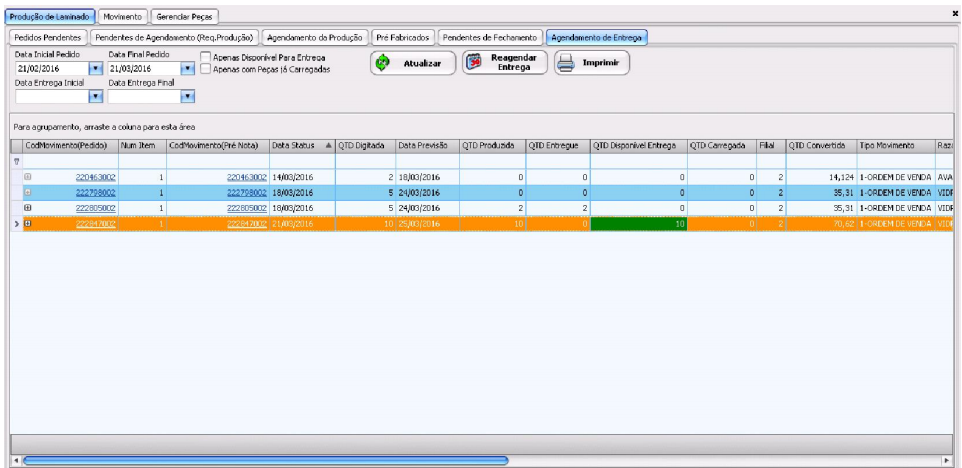
A tela de agendamento de entrega serve para visualizar o que tem disponível para entregar, a quantidade que já foi carregada, quantidade entregue e quantidade produzida. É possível reagendar a data de entrega:
Configurações de filiais que devem ser feitas:
45 – Informar o código do tipo de movimento de requisição de produção de laminado (movimento primário).
46 – Informar o código do tipo de movimento de requisição de produção de laminado para terceiros (movimento primário).
Tipos de movimentos:
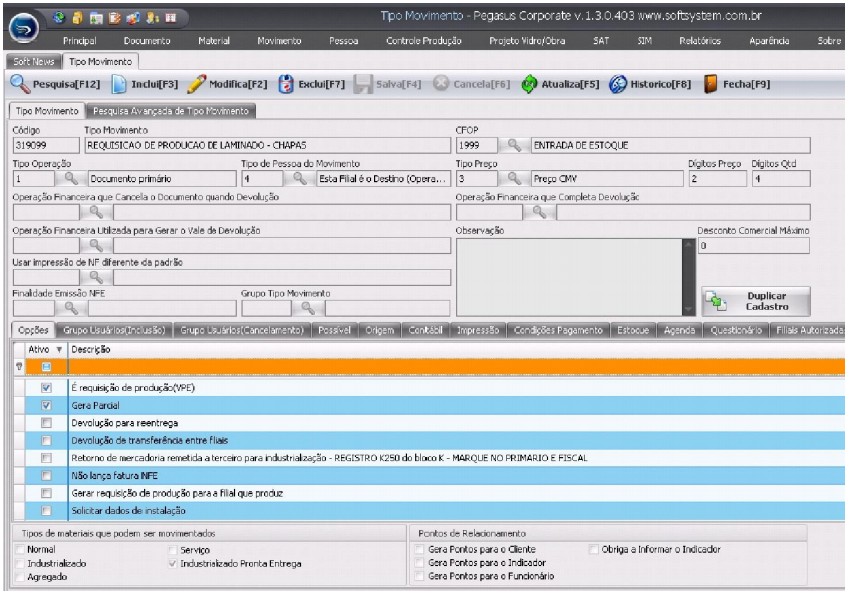
Segue abaixo a tela de configuração do tipo de movimento de requisição de produção, é basicamente o mesmo modelo da requisição de produção de box, só é recomendável fazer outra diferente, pra diferenciar o nome mesmo.
Sequência dos tipos de movimentos:
1 – Requisição de produção de laminado;
2 – Agendamento;
3 – Pré-fechamento;
4 – Fechamento.
Antigamente, o controle de estoque do laminado era complicada porque era acumulado muitas chapas antes da auto clave, e antes não era possível tirar essas chapas do estoque, pois não dava pra dar entrada em produtos acabados por elas não estarem totalmente produzidas, então por isso foi criado o movimento de pré fechamento, para que pudesse identificar as chapas que estão entre a calandra e auto clave e para que essas peças pudessem sair do estoque sem dar entrada no estoque final de laminados.